
18 July 2014
My own 3D printer for making melodicas?
I’ve been doing some research into 3D printers. I’ve decided to buy one instead of using the services of a professional 3D printer, as the costs for one print out is similar to the cost of a lower end printer. It seems there’s two types of 3D printing available to me.
Stereolithography
One is a technology that’s been around since the eighties, called stereolithography (SL or SLA). It was invented by Charles W Hull in 1986, and has since been commonly used for rapid prototyping. It makes use of a vat of liquid resin and an ultraviolet laser, which traces the design onto the surface of the resin. Where the ultraviolet light makes contact with the resin, the resin is cured and it solidifies. Patterns are built up, layer by layer, until a three dimensional object is created. SLA printing has traditionally been expensive, with machines costing upwards of $100,000, and resin costing about $100 to $200 per litre.

With the popularity of 3D printing this technology has become drastically cheaper, and there is a highly regarded model now available for under $3000, the Form 1+ (pictured above). This looks like a very easy to use printer, which would give accurate results, but the build area is just too small to print out the full melodica ‘skeleton’ and the air chamber cover. They could theoretically each be printed in 4 sections and glued together, but they’d have to be aligned perfectly. There’s also the cost of the resin…
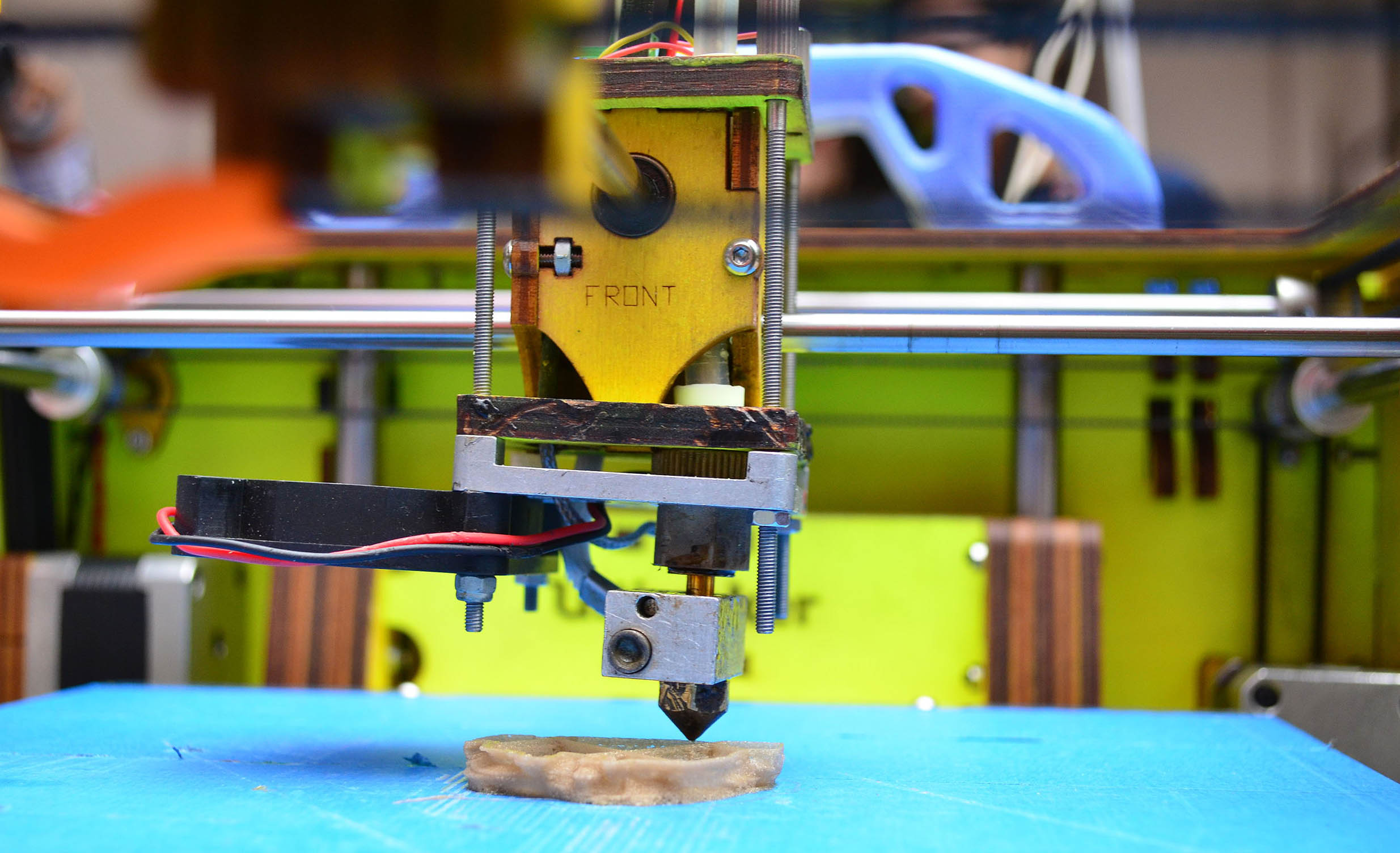
Fused Deposition Modelling
Then there’s the newer technology called Fused Deposition modelling (FDM or FFF). This technique was commercialised in the 90s, after a development period by Scott Crump in the 1980s. As in stereolithography, layers are slowly built up, one at a time, but through different means – melted plastic is extruded onto a base, through a very fine nozzle. This method is not as accurate as SLA, but a tolerance of within 0.1mm is realistically achievable. It is this technology that is growing rapidly at the moment, with new companies and machines appearing at an astonishing rate.
One machine that has proved very popular over the last couple of years is the Replicator by MakerBot. The latest version is the Replicator 2x (pictured above), a dual extruder model (meaning you can print with two colours). It costs about $2500, and prints in either ABS (like lego) or PLA plastic.
The one!
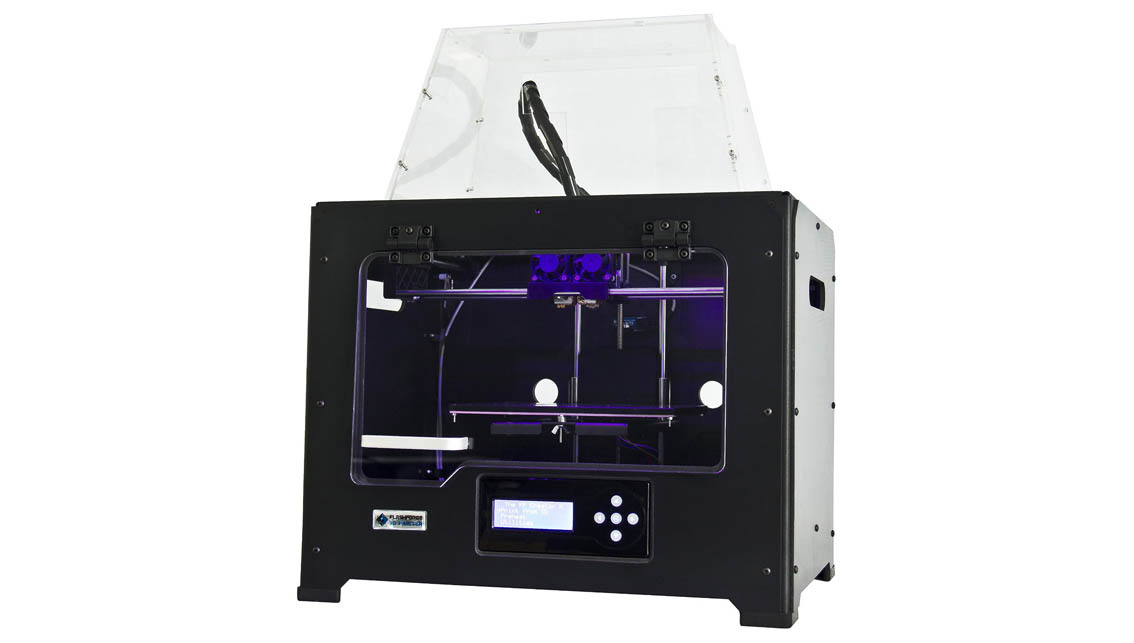
But there’s a rival model, built in China, which is getting some amazing reviews on Amazon (have a look here). It’s virtually the same machine, but with a slightly smaller build area (though still large at 225 x 145 x 150mm). This means that I could print the main ‘skeleton’ in 2 parts, and glue it together afterwards. In theory this wouldn’t weaken the structure in any way, as I would use acetone to fuse the two plastic sections.
Its called the FlashForge Creator Pro, and the best thing about it is its price – half the cost of the Replicator 2x. Also, my local 3D printing store in London, iMakr, is now planning to stock them for sale. I think this may be the one!
(Cover photo by Subhashish Panigrahi)

Does your design actually require two extruders? I think the Replicator (5th generation) is actually newer and more advanced than the 2x; it’s just missing that one feature. (ditto for the Replicator Mini, if you don’t mind printing it in phases and gluing those together)
There are practical reasons to use two extruders. Most notably, when you need to build shapes inside of other shapes (like the ball of a whistle), you can use a water soluble material for temporary supports that are easier to clean up.
…but for color, I wouldn’t bother.
There isn’t a lot of software support for two-color prints, you have twice as many properties to optimize around (with the interaction of those materials causing more complexity), and I honestly think you’ll be happier painting a single-color print anyway.
…but I imagine my reply came to you a month late, and the user reviews on the FlashForge Creator Pro are certainly promising. What’s your experience with it so far?
Hi Aaron – thanks for the tips! I have a lot of news about the 3D printing process. I’ll tell you all about it in the next post. Should be very soon 🙂
Troy, here is the site a friend used to make a few parts
http://www.protolabs.com/firstcut
Thanks
Melodica-Me
Troy, I was just thinking. If the parts can only be made in sections due to maximum size of the 3D printer, maybe you can tie them all together with an aluminum reed base plate to have the reed plate sit in or if individual reeds a place to sit the reeds. This piece can be CNCd out of aluminum and would be a great base to hold pats that can be 3D printed. Or even CNC certain parts that can be screwed to the aluminum frame. The use of the 3D printed parts is great for R&D but a CNC frame can be reproduced quite simple via you 3D Designor less. On another note have you considered creating a mold made for injection. Just a thought.
Melodica-Me
I like the idea of something made of aluminium, which ties the two parts together. When I have my own machine, I’ll be able to try a few options out.
It all depends on how accurate the print is. I’m wondering whether it might warp, or perhaps shrink slightly, leaving tiny gaps between moving parts. Though there will be rubber seals which may compensate for this. An aluminium plate, as well as providing structural support, would provide a completely flat surface. This would be useful for where the keys make contact with the air chambers, as well as for the reeds to sit on, as you say.
I’ll try it with 3D printing first, and go from there I think. The keys should definitely respond well to 3D printing.
I think injection moulding is a bit expensive? Also needs specific design skills which I don’t have right now. Maybe I could look into this if I design a melodica worthy of production at some point 🙂
That’s a good idea MM. There won’t be much room to play with, but definitely worth adding some sort of connectors…
Troy, if you have to build the melodica skeleton in two section, could you create a male female connection point on the two sections in your 3D design, like a tongue and groove, or maybe a lap joint even a pin connector between two pieces to secure from all directions. kind of like a lego toy piece.
Melodica-Me